Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 6 Author: Site Editor Publish Time: 2025-05-14 Origin: Site

17-4PH stainless steel (ASTM) is a martensitic precipitation-hardening stainless steel, equivalent to the national standard 05Cr17Ni4Cu4Nb. This type of stainless steel has a low carbon content and high Ni and Cr content, making it weldable with good corrosion resistance. Additionally, the steel contains higher levels of alloying elements such as Cu and Nb. These alloying elements can precipitate age-hardening phases like ε-Cu, NbC, and M23C6 during heat treatment, enhancing the material's strength and hardness. Due to these advantages, 17-4PH martensitic precipitation-hardening stainless steel is widely used in aviation, aerospace, chemical, and nuclear industries. The mechanical properties of precipitation-hardened stainless steel are significantly influenced by its heat treatment state. The conventional heat treatment process for 17-4PH martensitic precipitation-hardening stainless steel involves solution treatment followed by aging, which improves strength, hardness, and corrosion resistance by adjusting the microstructure and controlling the precipitation of phases. Currently, research on the heat treatment processes for 17-4PH stainless steel is quite mature. This article summarizes and briefly describes the performance and mechanisms under different heat treatment processes.
1Heat treatment of 17-4PH stainless steel
The transformation point of martensite in 17-4PH stainless steel is above room temperature. After solution treatment, the matrix structure is basically martensite structure, and its strength has been very high. Different aging treatment on the basis of solution treatment can improve the strength of the material and meet the needs of various production practices.
The chemical composition (by mass fraction,%) of 17-4PH stainless steel is: ≤0.07C, ≤1.00Mn,≤1.00Si, ≤0.023P, ≤0.03S,15.50~17.50Cr, 3.00~5.00Ni, 3.00~5.00Cu, 0.15~0.45Nb. The main precipitation hardening elements are copper and niobium, with some also including aluminum and titanium. The strengthening process is achieved by utilizing the solubility of these elements. When 17-4PH stainless steel is heated to the austenite temperature, due to their higher solubility in austenite and lower solubility in martensite, it forms a supersaturated martensitic structure with copper and niobium upon cooling to the martensite temperature. Martensite itself has high strength and toughness, thus achieving a certain degree of strengthening. After aging treatment, the supersaturated copper and niobium dissolved in the matrix precipitate out, further enhancing the material's properties. Therefore, different heat treatment processes can be used to meet various performance requirements.
1. Solid Solution Treatment Solid solution treatment is an essential heat treatment process for 17-4PH steel. During solid solution treatment, the heating temperature should ensure that carbon and alloying elements in the steel fully dissolve into austenite, but it should not be too high. The Ac1 of 17-4PH steel is approximately 670℃, Ac3 is about 740℃, Ms is 80-140℃, and Mf is around 32℃. Therefore, the standard recommends a solid solution treatment temperature of 1020-1060℃. Different solid solution temperatures result in different microstructures and properties. Zhao Liping, Du Daming, et al., studied the microstructure and properties of 17-4PH steel at different solid solution temperatures, selecting treatment temperatures of 1000,1040, and 1080℃. The study found that after a 1040℃ solid solution treatment, the sample hardness was the highest. This is because when the solid solution treatment temperature is low, the austenite obtained from heating is uneven, and the dissolved alloy carbides are minimal, leading to lower martensite hardness after quenching; when the solid solution temperature is high, on one hand, the grains become coarser, and on the other hand, too many alloy carbides dissolve into austenite, increasing the stability of austenite and lowering the martensite transformation point. As a result, the amount of martensite decreases after quenching, while the amount of residual austenite increases, reducing hardness. Additionally, excessively high heating temperatures may introduce a higher content of ferrite in the solid solution structure, affecting the final strengthening effect. Therefore, it is essential to select the appropriate solid solution temperature to ensure the desired properties. Due to the presence of chromium and nickel in 17-4PH steel, it can form martensite when air-cooled. However, to achieve finer solid solution after tempering and better strengthening effects, as well as improved ductility and toughness, oil cooling is commonly used in actual production. The microstructure after solution treatment consists of low-carbon bainitic plates containing supersaturated copper and niobium. Sometimes, due to insufficient quenching or excessively high heating temperatures, there may be a small amount of residual austenite and ferrite.
1. Aging Treatment of 17-4PH Steel: The aging treatment of 17-4PH steel should be determined based on the required performance, specifying heating temperatures and holding times. Studies have shown that after solution treatment at 1040°℃, as the aging temperature increases, martensitic structures undergo tempering, and precipitates continuously form. At 450°℃, copper and niobium precipitates begin to form; by 470-480°℃, the precipitates are fine and uniformly distributed within the grains, giving the material its highest hardness. As the aging temperature continues to rise, hardness and strength decrease while ductility and toughness increase. Since the changes in hardness and strength follow similar patterns, workpieces with specific requirements for hardness and strength should strictly control the aging temperature to meet usage demands. The relationship between strength and ductility during the aging process of 17-4PH steel is similar to that of 0°Cr15Ni5Cu2TiC precipitation-hardening stainless steel. Aging above 510°℃ in 17-4PH steel is considered over-aged. Hou Kai et al. studied the impact toughness of 17-4PH steel under over-aged conditions, finding that as the aging temperature increases, the material's impact toughness gradually improves. To ensure adequate precipitation of precipitates and effective aging, the holding time at the aging temperature is generally no less than 4 hours, followed by air cooling. Under the same aging temperature, different holding times result in different final properties. Figure 1 shows the hardness curve of 17-4PH steel at 350°℃ aging temperature over time. It can be observed that as the holding time increases, the hardness of the samples continuously rises. In the early stage of aging treatment, the increase in sample hardness is relatively slow; after aging for 6000 h, the hardness of the samples rises more rapidly; around 9000 h, the hardness reaches its maximum value; thereafter, with the extension of aging time, the hardness begins to decline rapidly. Peng Yanhua et al. conducted a detailed study on the relationship between long-term aging and tensile properties of 17-4PH steel. The results show that after long-term aging at 350℃, as the aging time increases, yield strength and tensile strength increase, while the reduction and elongation rates decrease; the fracture surface changes from fine ductile pits to coarse ductile pits. The study also found that after long-term aging, the microstructure of 17-4PH steel changes, with spinodal decomposition beginning at grain boundaries, and the precipitated ε-Cu particles gradually growing larger, along with a small amount of inverse transformation austenite. As the aging time extends, spinodal decomposition gradually shifts from grain boundaries to within the grains, with a large number of oriented fine G phases precipitated in the matrix, and the matrix structure remains bainitic. Wang Jun et al. used the oscillographic impact method to study the embrittlement behavior of 17-4PH steel under long-term aging at 350℃. Oscillographic impact testing can provide various transient information during the energy-time, load-time, and deflection-time stages of sample impact fracture, offering insights into the deformation and fracture behavior of materials under dynamic loading conditions. The results show that the crack initiation energy (Ei), crack propagation energy (Ep), total impact energy (Et) and dynamic fracture toughness (KId) of 17-4PH steel decrease with the extension of long-term aging time at 350℃
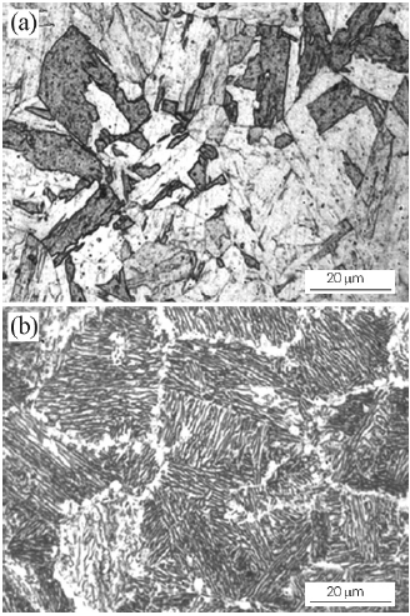
1.3 Adjustment Treatment The conventional heat treatment for 17-4PH stainless steel is solution + aging. In recent years, research has found that performing an adjustment treatment before aging can significantly alter the mechanical and corrosion resistance properties of the material. The purpose of the adjustment treatment is to adjust the martensite transformation points Ms and Mf of the steel, hence it is also referred to as phase transformation treatment. After adding the adjustment treatment, for the same solution and aging temperatures, the impact toughness of the material will increase by more than one fold, and its corrosion resistance will also be significantly improved. Yang Shiwei et al. used chemical immersion, polarization curves, cyclic polarization curves, and electrochemical impedance methods to study the corrosion resistance of 17-4PH steel in artificial seawater under conditions of direct aging after solution and solution + adjustment + aging. The study showed that after the 17-4PH stainless steel undergoes an adjustment treatment followed by aging, the self-corrosion potential and pitting corrosion potential increase, while the annual corrosion rate decreases, making its corrosion resistance to seawater far superior to that of the directly aged samples. The reason is that after the 17-4PH steel undergoes an adjustment treatment followed by aging, it effectively avoids the formation of chromium-poor areas, which are crucial for ensuring good corrosion resistance. Additionally, the martensite structure becomes finer, improving the uniformity of the material's microstructure. The microstructures after solution and direct aging, as well as solution + adjustment + aging, are shown in Figure 2. It can be seen that the microstructure after adjustment treatment has clearer grain boundaries, uniformly fine martensite plates, and clear orientation relationships. In contrast, the microstructure after solution and direct aging has coarse martensite plates with numerous white precipitates distributed along the grain boundaries. After the adjustment treatment, the martensitic structure "inherits" the characteristics of fine adjustment treatment. The grain boundaries are connected into a network, and the grains mainly composed of martensite and residual austenite are encapsulated in it. This kind of microstructure is related to the production of more reverse transformation austenite in steel.
Many researchers have also studied the effects of adjusting treatment time and temperature. Research findings show that adjusting time and temperature do not significantly affect the morphology of material microstructure. However, as the adjustment time increases, the martensitic structure becomes finer and more uniform; with the increase in treatment temperature, the material's strength gradually increases, while its ductility and toughness gradually decrease; after 816℃ of adjustment treatment, as the aging temperature rises, the material's strength gradually decreases, while its ductility and toughness gradually increase.
2.17-4PH stainless steel heat treatment strengthening mechanism
In the solid solution process of 17-4PH martensitic stainless steel, elements such as copper and niobium dissolve into the austenite grains. After cooling, supersaturated copper and niobium martensite is formed, achieving the first strengthening. Then, during the aging process, the supersaturated copper and niobium elements precipitate from the grains, leading to a second strengthening of the matrix. This is also the primary strengthening method for 17-4PH steel.
Different heat treatment processes can produce different microstructures and properties, but the strengthening mechanisms are all the same, which is related to the precipitation of precipitates. The distribution of precipitates such as ε-Cu, NbC, and M23C6 varies, leading to different material properties. The yield strength of precipitation-hardened alloys is determined by the effect of strengthening phases on dislocations. When the strengthening phase particles are extremely fine and dispersed with a dense distribution, dislocation lines will be blocked and unable to pass through these particles, thus increasing the alloy's yield strength and ultimately causing embrittlement. When the strengthening phase particles are larger and sparsely distributed, dislocations can bypass these strengthening phase particles according to the Owrrone mechanism, preventing dislocation line blockage and reducing the alloy's yield strength. For this reason, in aged 17-4PH steel, when there are more inverse transformation austenite grains, the ε-Cu particles in the inverse transformation austenite are finer and more sparsely distributed than those in martensite, providing little or no hindrance to dislocations, thereby reducing the alloy's yield strength. Generally, after quenching, 17-4PH steel will have a small amount of residual austenite, which consists of very fine particles that become the core of inverse transformation austenite during tempering. Therefore, the more residual austenite in the alloy, the more inverse transformation austenite will be generated during aging. Therefore, when the content of elements that promote the formation of martensite (such as C) in the alloy is reduced, while the content of elements that stabilize austenite (such as N) is too high, more residual austenite will remain after quenching, and more reverse transformation austenite will form after tempering, thereby reducing the yield strength of the alloy; at the same time, as the aging temperature increases, reverse transformation austenite begins to form and grow, leading to an increase in the amount of residual austenite at room temperature and a decrease in strength. Therefore, for materials with strength requirements, it is necessary to reasonably formulate heat treatment processes and strictly control the amount of reverse transformation austenite in the microstructure. ε-Cu is the main strengthening phase in 17-4PH steel. In recent years, more research has been conducted on its morphology. Foreign countries started earlier, while domestic research at Harbin Turbine Factory has been more thorough. It was generally believed that "in all cases, ε-Cu is spherical." However, research at Harbin Turbine Factory found that ε-Cu phases precipitated from the martensitic matrix are smooth short rods, whereas those precipitated from austenite (reverse transformation austenite) are spherical. This is because both austenite and ε-Cu phases have face-centered cubic lattices, and their interfacial energy is very low, so the precipitated ε-Cu phases are spherical. Martensite, however, has a body-centered cubic lattice, which differs significantly from the face-centered cubic lattice of ε-Cu phases, resulting in a high interfacial energy, so the precipitated ε-Cu phases are rod-like. Zhang Hongbin et al. also studied the morphology of ε-Cu phases in 17-4PH steel, and they found
Conclusion 3
Ceramic-hardened stainless steel combines the advantages of high strength and excellent corrosion resistance. Its corrosion resistance is not only related to its chemical composition but also to heat treatment, which is crucial for adjusting its properties. The solution temperature is typically set at 1040°℃; temperatures that are too high or too low can affect its performance. Aging treatment can enhance its overall mechanical properties. On the basis of traditional processes, adding adjustment treatments can refine the martensitic matrix structure, thereby improving the material's corrosion resistance.
Research on the strengthening mechanisms of 17-4PH stainless steel has been conducted both domestically and internationally, yielding some results. It is generally believed that these mechanisms are related to the precipitation of ε-Cu, and the material's strength is determined by the state of reinforcement relative to dislocation lines. However, analyses of the morphology of ε-Cu vary. Overall, the heat treatment processes for 17-4PH steel have become quite mature, allowing for the selection of appropriate heat treatment processes in actual production based on specific application conditions to achieve the desired performance.

