Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 4 Author: Site Editor Publish Time: 2025-03-12 Origin: Site
Grinding and hard cutting, two technologies that control key dimensions, each have advantages in terms of accuracy and efficiency. So which kind of processing method should we choose? This issue, let's talk about this topic:
Grinding overview
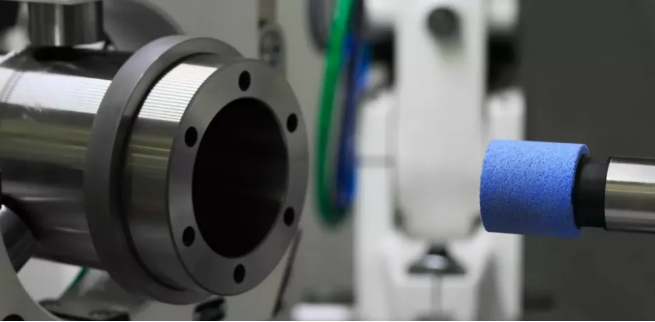
Grinding is the cornerstone of precision machining and is known for its ability to achieve excellent surface finish and high precision, especially for difficult to process materials. The process uses a grinding wheel to quickly remove the material, to achieve unparalleled precision and surface texture. Its versatility covers a wide range of applications, from making complex components to finishing large heavy parts with strict tolerances. While grinding is praised for its ultra-fine surface handling and tight size control, which is critical for industries like aerospace and automotive, it does face limitations in terms of speed and cost effectiveness. Despite these challenges, the high-precision machining capability of grinding still plays a key role in modern manufacturing processes.
Hard turning is an effective alternative to grinding, dedicated to processing workpieces with a hardness of more than 45 HRC using single-point cutting tools, especially for medium to mass production. This advanced process is distinguished from standard turning in its ability to handle extremely hard materials, perfectly blending the precision of grinding with the flexibility of turning operation. It is particularly good at achieving finishes and tolerances comparable to grinding, but much more efficient. Hard turning not only simplifies the processing of hard materials, but also has significant advantages in terms of speed, cost effectiveness and flexibility, making it an increasingly popular choice in modern manufacturing environments where time and resource efficiency are essential.
Examples of hard turning include:
Rolling bead silk bar nut
Nuts and bolts
Bearing sleeve rings and roller bearings
hydraulic component
Transmission shaft and gear
Various molds and die parts
The workpiece is usually made of special aerospace materials such as hardened bearing steel, high-speed steel, tool steel, carburizing steel, carbide carbide alloy and ferroconel alloy.
The advantages of hard cutting over grinding
Hard turning has several distinct advantages over grinding, making it an attractive option in various manufacturing scenarios:
Shorten Setup time: Hard turning Settings are often simpler and faster than grinding. This efficiency stems from the use of standard CNC lathes for hard turning without the complex setup and calibration often required in grinding operations. This advantage is especially important in situations where rapid turnover or frequent production changes are required.
Flexibility in small batch production: Hard cutting is more cost-effective for small batch production. This is because the shorter setting time and lower tool cost make it more economical to produce a smaller number of parts. Unlike grinding, which requires specialized equipment and settings, small batch production is more time-consuming and costly, while hard cutting can quickly adapt to different production needs.
Reduced environmental impact: Hard turning is considered more environmentally friendly than grinding. This is because of the reduction in consumables used in hard cutting (e. g. cutting tools), which usually last longer and produce less waste than the grinding wheel and coolant used in grinding. In addition, hard cutting usually has lower energy consumption, which further improves its environmental benefits.
Simplify production processes: Hard turning can be seamlessly integrated with other processing processes, thus simplifying the entire production process. This integration reduces the need to transfer parts between different machines for separate operations, thus simplifying the production process and reducing the processing time. The ability to perform multiple machining processes on a single machine not only saves time, but also reduces the possibility of possible errors during the part transfer process.
Limitations of hard turning as compared to grinding
Although hard cutting has many advantages, but it also has certain limitations compared with grinding, especially in the following aspects:
Material suitability: hard turning is poor for extremely hard or brittle materials. Such materials can cause rapid tool wear or damage during turning, so grinding is a better choice for such materials.
Surface finish: For is usually surface preferred, ultra is usually preferred. Hard cutting, although with high precision, may not achieve the same smoothness as grinding, especially for applications that require a mirror finish.
Part shape and size: Hard turning is mainly suitable for parts with rotational geometry, and may be difficult to handle very small or complex parts. On the other hand, grinding can handle a wider range of shapes and sizes, including complex and irregular geometries.
High accuracy requirements: When a very high size tolerance is required, grinding provides higher accuracy compared to hard turning. This is especially important in industries where micron-level differences are critical.
To sum up:
| feature | feature | feature |
| apply | apply | apply |
| Precision machining, surface polishing, deburring | Precision machining, surface polishing, deburring | Precision machining, surface polishing, deburring |
| Processing and molding of hard materials | Processing and molding of hard materials | Processing and molding of hard materials |
| Material hardness | Material hardness | Material hardness |
| Suitable for high hardness and hardening materials | Suitable for high hardness and hardening materials | Suitable for high hardness and hardening materials |
| Usually used for materials with hardness between 45-68 HRC | Usually used for materials with hardness between 45-68 HRC | Usually used for materials with hardness between 45-68 HRC |
| surface preparation | surface preparation | surface preparation |
| high | high | high |
| relax | relax | relax |
| working accuracy | working accuracy | working accuracy |
| material removal rate | material removal rate | material removal rate |
| low | low | low |
| high | high | high |
| heat-affected zone | heat-affected zone | heat-affected zone |
| little | little | little |
Why is grinding more accurate than turning?
Grinding is generally more precise than turning because the grinding uses sophisticated grinding wheels that maintain consistent contact with the workpiece surface. Grinding provides more refined control of size and surface finish than turning, which relies on cutting tools that can deflect or vibrate during operation. Grinding wear-based material removal also minimizes deformation, making it suitable for achieving strict tolerances and high precision during manufacturing.
What is the difference between hard cutting and soft turning?
Hard turning is specialized for processing hardened materials (HRC 45 and above), using solid cutting tools (such as CBN or ceramics) for efficient and accurate surface treatment without secondary grinding. In contrast, soft turning is more suitable for processing softer materials such as aluminum, low carbon steel, brass and plastics. Cutting tools used in soft cutting are usually made of carbide carbide or high speed steel (HSS) and are ideal for the lower cutting forces and temperatures encountered in processing these materials. Soft cutting is characterized by faster cutting speed and can achieve fine surface treatment, which is ideal for applications that require smooth surface and dimensional accuracy. Unlike hard cuts that focus on high precision and difficult materials, soft turning emphasizes efficiency and the best performance of softer materials, eliminating the need for tools specifically designed for hardness and heat resistance.
What is the difference between rough cutting and fine turning?
Crude turning, also known as rough machining, is the initial stage in which large amounts of material is removed from the workpiece to bring it closer to the required size. The main purpose of rough turning is to quickly remove the material, reduce the workpiece to dimensions near the final size, and prepare for subsequent processing operations. Cutting tools used in rough cutting are generally robust and durable to withstand higher cutting forces, thus effectively removing large amounts of material.
Cutting or finishing is performed after rough turning, with an emphasis on achieving accurate dimensions, surface finish, and strict tolerances of the workpiece. Cutting tools used in precision cutting are generally sharper and are designed to achieve excellent surface finish without compromising dimensional integrity.

Select the correct processing process

Choosing grinding and hard turning requires several key considerations to ensure optimal performance, cost effectiveness, and quality.
Material hardness
Hard turning is usually suitable for materials with a hardness exceeding 45 HRC, such as hardened steel and certain alloys. Cutting tools, usually made of cubic boron nitride (CBN) or ceramics, can effectively handle these hard materials. However, extremely hard or brittle materials are a challenge for hard turning, because they can cause excessive tool wear or failure.
In contrast, grinding is more suitable for extremely hard or fragile materials, such as ceramics, hardened steel above a certain hardness level, and glass. The grinding effect of grinding cuts these materials with high precision without damaging the workpiece. In addition, grinding wheels are more resistant to wear when processing very hard materials than hard car knives.
Tolerance and cleanliness
The inding stands out in achieving ultra-strict tolerances and excellent surface finish. It can achieve tolerances within a few microns and is ideal for high-precision components. The process also produces abnormally smooth surfaces, which is crucial for applications requiring low friction, high wear resistance, or aesthetic quality.
Hard cutting, while achieving good tolerance, usually does not achieve grinding precision. The surface finish is generally rough, but usually sufficient to meet the needs of many industrial applications. If the post-processing steps such as polishing can be performed, the hard turning can still meet the required finish standard.
output
For mass production, grinding has excellent consistency and repeatable. This gives it an advantage in mass production, because it is essential to keep the parts consistent. Moreover, grinding is easier to automate, thus further enhancing its applicability for mass production.
However, hard turning is more economical for small batches due to lower setup time and cost. The flexibility of the CNC lathes used in hard turning allows for rapid reprogramming of different parts, enabling the process to adapt to different production requirements. This flexibility is especially beneficial for manufacturers who need to switch between different components frequently.
prime cost
Hard turning usually involves a lower initial setup cost as it can be performed on a standard CNC lathe without the need for dedicated equipment. While cutting tools are expensive, these costs are offset by lower setup costs and the versatility of the CNC lathes. Hard turning also often have a short cycle time, thus reducing the labor and operating costs of small and medium batch production.
On the other hand, grinding usually requires a higher initial investment due to the cost of the grinder and equipment. Grer wheels are sometimes expensive, but being used properly can extend service life. For mass production, lower unit costs can be offset by higher initial setup costs due to high consistency and reduced demand for rework.
The complexity of features
Hard turning provides greater flexibility for machining parts with complex geometry or multiple features in a single setting. This includes thread processing, contour machining, and slotting, which can be done sequentially without replacing the machine. The multi-axis function of the CNC lathe used in hard turning allows for complex and meticulous machining of parts with complex shapes.
Grinding, while less flexible in creating complex geometries from a single setting, is well in generating some special features. Grinding is unmatched in tasks such as precision grooves, hyperfine surface handling, and maintaining precision dimensions. However, grinding may require separate processes or machines for different features, which may increase the setup time and cost of parts with multiple complex features.
conclusion
The choice of grinding or hard turning depends on the various project-specific factors. Grinding performs well in precision and surface finish, making it an indispensable process for high-tolerance applications. On the other hand, hard cuts can save costs, improve flexibility and shorten the cycle time, which is good for many applications. Evaluating materials, tolerance requirements, production, and cost considerations will help you identify the best processing process for your project.

