Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 5 Author: Site Editor Publish Time: 2024-11-13 Origin: Site
A coupling refers to a device that connects two shafts or a shaft and a rotating part, rotates together during the process of transmitting motion and power, and normally does not disengage. Sometimes it is also used as a safety device to prevent the connected machine parts from bearing excessive loads, thus playing the role of overload protection.

Requirements for Coupling Assembly
Couplings are generally classified into two categories: rigid couplings and flexible couplings.
For rigid couplings, it is required that the coaxiality and rotational accuracy of the two shafts to be connected are high, and there should be no axial conflict or interference. Before assembly, check whether the mating dimensions are appropriate. Try to use press-fitting instead of knocking to assemble the unilateral components, and then connect them together.
For flexible couplings, larger errors (including shaft eccentricity, angle, and axial position) are allowed, but it must be ensured that they are within the compensation capacity range of the selected coupling.
Methods of Alignment
When aligning the coupling, the coaxiality (radial displacement or radial clearance) and parallelism (angular displacement or axial clearance) are mainly measured. There are four methods according to the different tools used in the measurement.
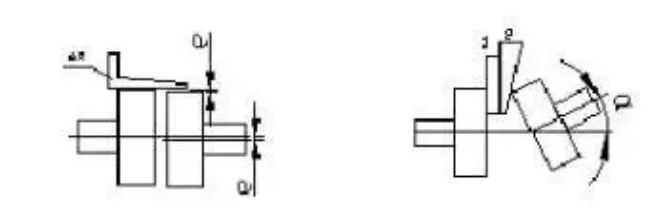
1.Use a square to measure the coaxiality (radial displacement) of the coupling, and use a surface gauge and a wedge-shaped clearance gauge to measure the parallelism (angular displacement) of the coupling. This method is simple and widely used, but its accuracy is not high. It is generally used for operating equipment with not too high requirements such as low-speed or medium-speed equipment. As shown in the figure:
2.Directly measure the coaxiality and parallelism of the coupling using a dial indicator, feeler gauge and center clamp. Adjustment methods: Usually, it is achieved by adding or subtracting shims under the feet of the prime mover (motor) in the vertical direction or by moving the position of the prime mover in the horizontal direction.
The Assembly Method of the Coupling on the Shaft
The assembly of the coupling on the shaft is one of the keys to the installation of the coupling. The fit between the coupling and the shaft is mostly an interference fit. The connection can be divided into keyed connection and keyless connection. The shaft holes of the coupling are further divided into two forms: cylindrical shaft holes and tapered shaft holes. The assembly methods include static press-fitting method, dynamic press-fitting method, thermal expansion and contraction assembly method and hydraulic assembly method, etc.

Static Press-Fitting Method:
This method is carried out using clamps, jacks, manual or motor-driven presses according to the different magnitudes of the press-fitting force required during assembly. The static press-fitting method is generally used for tapered shaft holes. Due to the limitations of the pressure machinery in the static press-fitting method, it is rather difficult to apply a large force when the interference is significant. Meanwhile, during the press-fitting process, the small uneven peaks on the mating surfaces between the coupling and the shaft will be cut off, causing damage to the mating surfaces. Therefore, this method is not commonly applied.
Dynamic Press-Fitting Method:
This method refers to using impact tools or machinery to complete the assembly process. It is generally used in cases where the fit between the coupling and the shaft is a transition fit or the interference is not large. At the assembly site, the common method is to knock with a hand hammer. The way is to place wooden blocks or other soft materials on the end face of the hub as cushioning components and knock the coupling into place relying on the impact force of the hand hammer. This method poses a risk of local damage to couplings made of brittle materials such as cast iron, hardened steel, and casting alloys, and thus is not suitable. This method will also damage the mating surfaces, so it is often used for the assembly of low-speed and small couplings.
Thermal Expansion and Contraction Assembly Method:
By heating the coupling to make it expand due to heat or cooling the shaft end to make it contract due to cold, the coupling can be conveniently mounted onto the shaft. Compared with the static press-fitting method and the dynamic press-fitting method, this method has many advantages. For hubs made of brittle materials, it is quite appropriate to adopt the thermal expansion and contraction assembly method.
Mostly, the heating method is used in the thermal expansion and contraction assembly method, while the cooling method is less frequently used. There are various heating methods. Some put the hub into oil with a high flash point for oil bath heating or use a welding torch for baking, and others use an oven for heating. At the assembly site, oil bath heating and welding torch baking are more commonly used. The maximum temperature that can be reached by oil bath heating depends on the properties of the oil, generally below 200°C. When using other methods to heat the hub, the temperature of the coupling can be higher than 200°C. However, from the perspectives of metallography and heat treatment, the heating temperature of the coupling cannot be arbitrarily increased. The recrystallization temperature of steel is 430°C. If the heating temperature exceeds 430°C, changes in the internal structure of the steel will be caused. Therefore, the upper limit of the heating temperature must be less than 430°C. To be on the safe side, the set upper limit of the heating temperature should be below 400°C. As for the actual heating temperature required for the coupling, it can be calculated according to the interference value of the fit between the coupling and the shaft and the requirements when the coupling is sleeved onto the shaft after being heated.
Inspection After Assembly:
After the coupling is assembled on the shaft, the perpendicularity and coaxiality between the coupling and the shaft should be carefully inspected. Generally, two dial indicators are set on the end face and the outer circle of the coupling. When the shaft is rotated by turning the coupling, observe the values of the total runout (including end face runout and radial runout) of the coupling to determine the situation of the perpendicularity and coaxiality between the coupling and the shaft. Different rotational speeds and different types of couplings have different required values for total runout. After the coupling is assembled on the shaft, the deviation value of the total runout of the coupling must be within the tolerance range required by the design. This is one of the main quality requirements for coupling assembly.
There are many reasons why the total runout value of the coupling does not meet the requirements. First of all, it may be due to errors caused by machining. For on-site assembly, improper assembly of the key may cause the coupling and the shaft to be out of coaxiality. The correct installation of the key should make the two side faces of the key closely fit with the walls of the keyway. Generally, the coloring method is used to check during assembly. If the fit is not good, a file or a chisel can be used to repair it to meet the requirements. There is usually a gap at the top of the key, about 0.1 - 0.2 mm.
High-speed rotating machinery has high requirements for the coaxiality between the coupling and the shaft. A single key connection cannot achieve high coaxiality. Using a double key connection or a spline connection can improve the coaxiality between the two.

