Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 5 Author: Site Editor Publish Time: 2025-05-19 Origin: Site
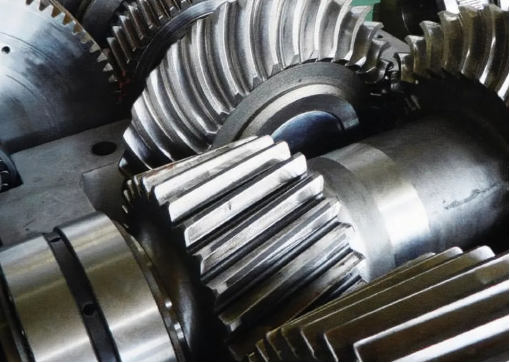
Today, let's discuss the processing methods of eight types of gears. Gears are commonly used components in design, capable of transmitting power through the engagement of two gears. The combination of large and small gears can alter the output speed and torque, while the engagement of bevel gears can change the direction of power output. Gear teeth come in various forms, with involute teeth being the most common. The processing methods for involute teeth fall into two main categories: forming and developing, which we will not delve into here. Next, we will focus on the commonly used processing methods for gears.
The first is milling, which requires a disc modulus milling cutter and corresponding processing equipment. Milling is processed by forming method, and the cross-sectional shape of the milling cutter teeth corresponds to the shape of the gear tooth tip. This processing method has low efficiency and precision, and is only suitable for single piece or small batch production.
The second is the tooth pulling, which is processed by a pull knife. The gear is placed on the processing equipment and the gear is processed by a pull knife or pull knife disk to achieve the required precision and quality requirements of the tooth surface. It is often used for internal gears or spline gears.

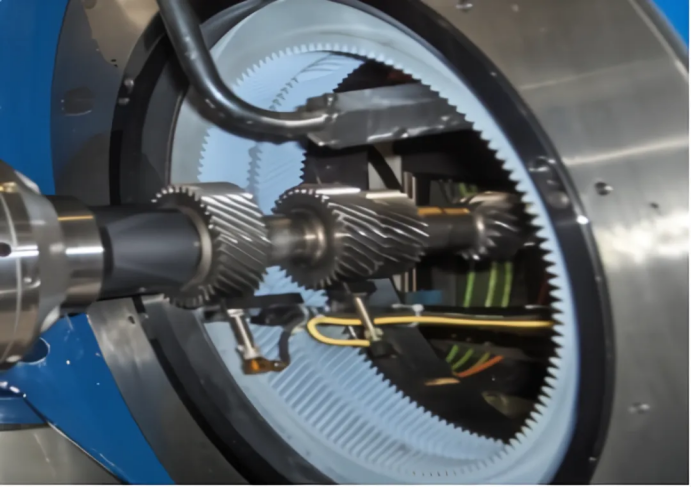
The third type is hobbing, which requires hobbing tools and corresponding equipment, falling under the category of broaching. Its working principle is similar to the meshing of a pair of helical gears. The prototype of the gear hobbing tool is a helical gear with a very large helix angle. Due to its few teeth and short tooth length, it forms a worm gear with a very small helix angle when wound around the shaft. After grooving and filing, it becomes a hobbing tool with cutting edges and a back angle, used for gear processing.

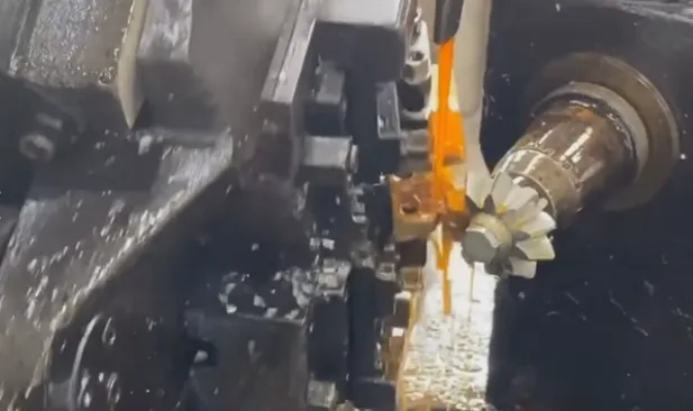
The fourth type is gear cutting, which uses a hob (gear cutting tool) to process external or internal teeth. This method is commonly used for gear cutting techniques besides hobbing. During gear cutting, the hob engages with the workpiece like a pair of cylindrical gears. The reciprocating motion of the hob serves as the primary motion, while the hob and workpiece perform a circular motion at a certain ratio, which is the feed motion of gear cutting.

The fifth is tooth shaving, which uses a shaper and a forming knife. It is often used to process conical gears. The principle is relatively simple.
The sixth method is shaving, which is a common precision machining technique used for processing non-very hard tooth surfaces in mass production. The principle of shaving involves using a shaving tool to engage freely with the gear being machined. By means of relative sliding, it removes fine chips from the tooth surface, enhancing the accuracy of the tooth surface. This process can also form drum-shaped teeth, improving the position of the contact area on the tooth surface.

The seventh method is honing, which falls under precision machining. After quenching, the gear surface has an oxide layer that affects the roughness of the tooth surface, and thermal treatment deformation can also impact accuracy. In addition to grinding, honing can be used for precision machining. The principle of honing is similar to shaving; the honing wheel and workpiece resemble a pair of helical gears meshing without backlash. By utilizing relative sliding at the meshing point and applying pressure between the teeth, honing is performed.
The eighth is gear grinding, which also belongs to the finishing method. It adopts the spreading method and the cutting motion is similar to that of hobbing. It is an important finishing method for gears, especially hard tooth surface gears. The spreading method can be used to grind worms, conical wheels or disc wheels.

In addition to the above methods, gear processing also has wire cutting, powder metallurgy molding and other ways.

