Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 2 Author: Site Editor Publish Time: 2025-04-14 Origin: Site
Gears, as the most critical components of transmission systems, have their processing quality directly determining the overall transmission efficiency and lifespan of the machine. There are various methods for gear formation, among which hobbing and broaching are the two most common and widely used cutting processes in industry today. This article will systematically analyze the process principles, application ranges, machining accuracy, and key points of quality control for these two methods, providing professional references for gear selection and quality management.
Overview of gear rolling process
Gear rolling is a machining method that uses the principle of development to form the tooth profile through the rotation and feed of the cutting tool relative to the workpiece. This method is widely used for external meshing cylindrical gears, helical gears, spline shafts and other parts.
Technical features:
High efficiency: suitable for medium and large batch production, especially in CNC gear rolling machine with high degree of automation.
Good tooth quality: can obtain higher tooth precision and surface roughness (generally up to 7~8 levels).
Flexible tooth shaping: through the adjustment of tool Angle and eccentricity, the function of chamfering the top of the tooth and shaping the root can be realized.
Restrictions: Internal gears are not applicable and special tools for rolling knives must be used.
Typical applications:
Most external gear gears (such as railway gear box active gears, car gearbox gears);
Industrial gearboxes, heavy-duty transmission equipment and other medium modulus gears;
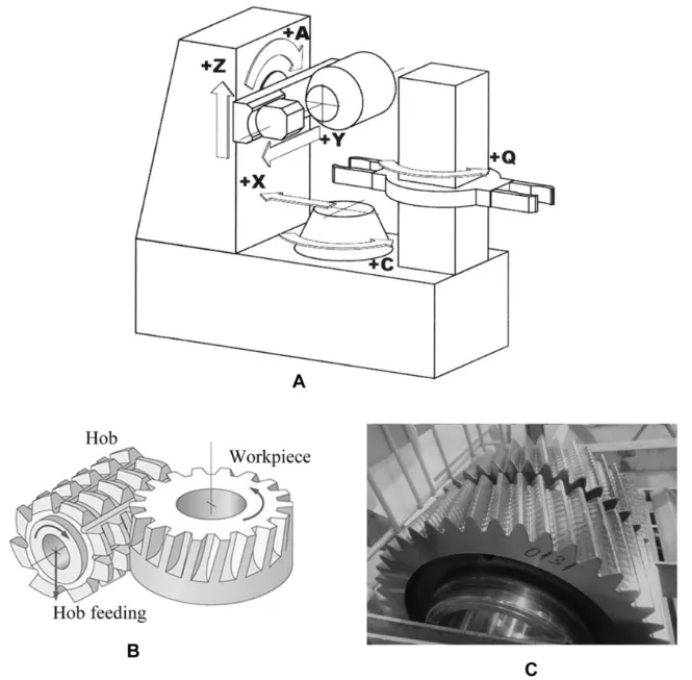
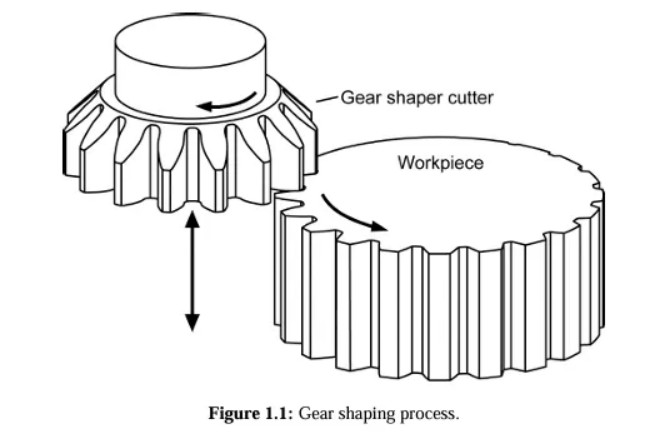
Overview of gear hobbing process
Gear hobbing is a method of machining internal gears and shoulderless external gears by means of a hobbing cutter that cuts back and forth in the vertical direction in conjunction with the rotation of the workpiece and the rotation of the tool to achieve the gradual machining of the tooth profile.
Technical features:
Wide range of application: can be processed internal gears, but also can be processed external gears close to the step.
Strong flexibility: suitable for small batch, multiple varieties, easy to adjust.
High precision: stable processing quality, suitable for 7~9 level of accuracy requirements.
Relatively low efficiency: cutting is intermittent, suitable for the production of small and medium gear sizes.
Typical applications:
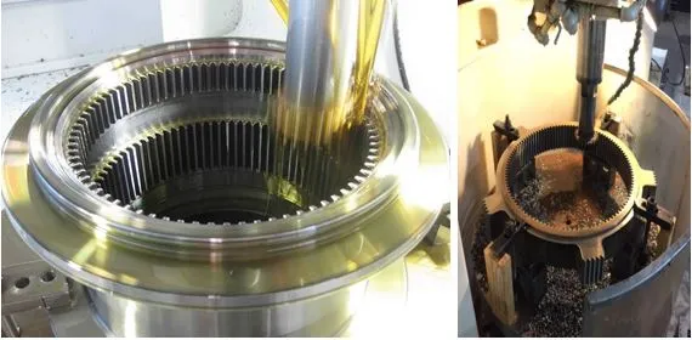
Gear pump internal gear, planetary wheel internal gear ring;
The shoulder gear on the shaft is over-jointed to the end cover of the wheel or the gearbox;
Processing accuracy and standard requirements
Whether it is gear rolling or gear cutting, the judgment criteria of machining accuracy can be referred to:
Chinese standard: GB/T 10095.1-2008
International standard: ISO 1328-1:2013
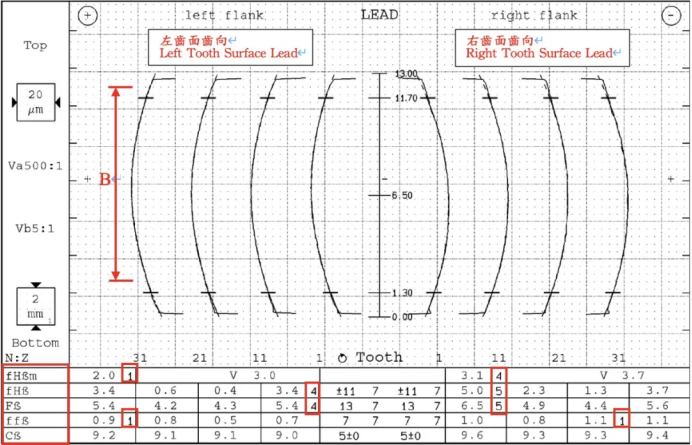
The accuracy level is generally rated from 6 to 9. The commonly used evaluation indicators include:
Pitch error (fp)
Gear error (ffα)
Gear direction error (ffβ)
Quality control suggestions and process precautions
Note for gear machining:
Ensure the rigidity of the tool and installation accuracy, avoid tooth shape residual wave;
Pay attention to tool wear and cutter grinding cycle control;
For helical gears, the error of spiral Angle should be checked and the knife angle should be adjusted.
Note for gear cutting:
The cutting angle of the gear cutting knife should be controlled to prevent negative cutting angle;
Gear cutting is easy to produce tooth tip chipping, so the sharpness of the tool should be specially controlled;
When machining internal gear, the stability of the mandrel should be controlled to avoid eccentric error.
Suggestions for selection and conclusion
If it is mass production and the part is standard external gear, gear rolling can be given priority;
If the gear shape is special, especially for internal gear, shoulder gear or process limited parts, it is preferable to insert the gear;
For the gear box gear of rail transit, the driving gear is usually rolled, and the interference installation or internal spline position requires gear insertion.

