Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 2 Author: Site Editor Publish Time: 2025-05-26 Origin: Site
1. Characteristics of complex products
It is customary to call a product with three or more forming surfaces as complex product, which has the following characteristics: A. Three or more forming surfaces; B. Complex structure and asymmetry; C. Small size and thin wall.
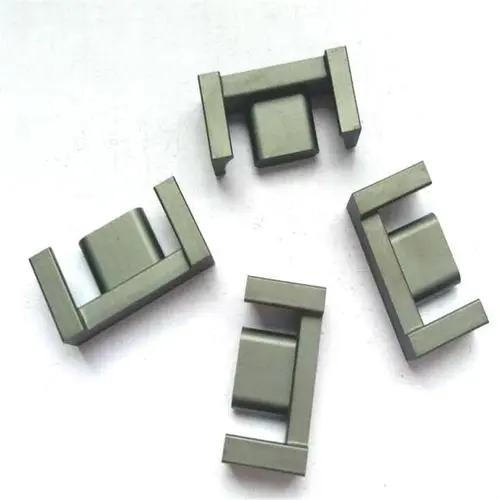
The figure shows the EPC type magnetic core
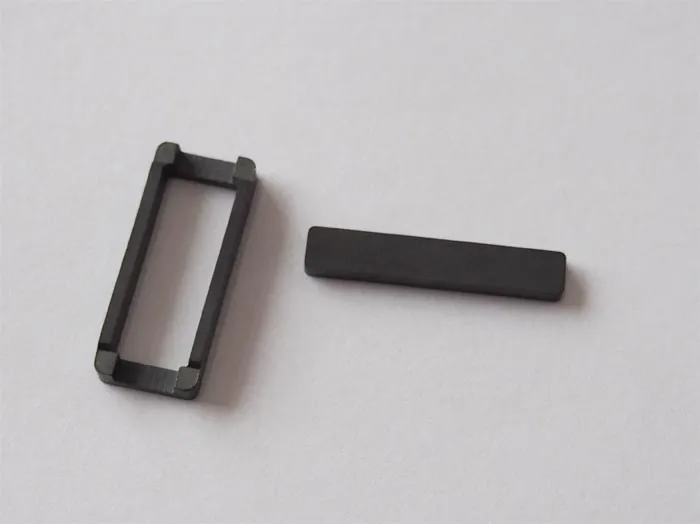
The figure shows the CI/UI type magnetic core
2. Difficulties and countermeasures in the formation of complex products
A. be out of shape
Deformation is the most important and difficult to control problem in the molding production of complex products, which is mainly determined by its structural complexity. The fundamental reason for deformation is the uneven density of the body. The countermeasures are as follows:
A. Improper control of the molding line. The molding line is the area with the worst density of the green body. Due to the influence of internal friction of the powder and friction between the powder and the mold, the loss of pressure in the transmission leads to a region with the worst density of the green body, which is darker in color and rougher on the surface.
b. Poor powder flow, resulting in uneven filling, resulting in uneven density of green body, inconsistent sintering shrinkage, product deformation.
C. Deformation caused by improper mold design. The main consideration is the compression ratio and shrinkage ratio.

d. The density difference between the foot and back is too large. For products with feet and backs, such as ER and EFD, the back is in contact with the refractory plate during sintering and heats up faster, so it contracts more than the foot. Therefore, during molding, the density of the back should be greater than that of the foot to control product deformation (i.e., the inner-outer eight phenomenon).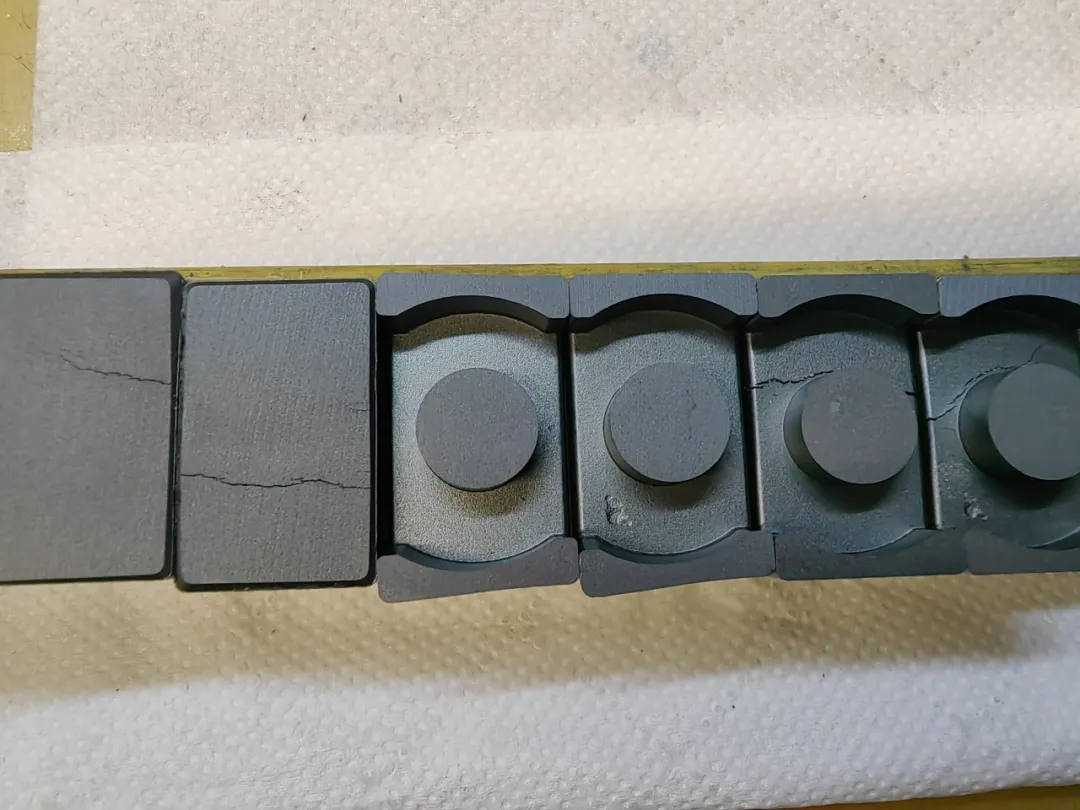
The core is cracked on the outside
B lamination.
Layering is another difficult point in the formation and production of complex products, which mainly occurs in small specifications, irregular structure and thin wall products (such as EP6.5/RM products). The main problem lies in the demolding process. Countermeasures:
A. "three high" principle, improve the molding of powder: high rubber content —— improve the bonding of particles and product strength; high moisture —— improve the bonding of particles and product strength; high loose density —— reduce the compression ratio and reduce the demolding resistance;b. Pay attention to the demolding slope when designing the mold;
C. Control the pressing speed and maintain sufficient pressure.

