Hot Keywords:
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
Views: 3 Author: Site Editor Publish Time: 2024-11-29 Origin: Site
Chains are important mechanical basic components in cement production lines. Among them, the bushing roller chain is the most widely used and has the broadest application range in the cement industry. It is mainly used for the transmission, conveyance and lifting of equipment. The scientific and rational selection and use of chains, as well as the good management of the whole life cycle of products, are of great significance for reducing production costs, giving full play to the working capacity of chain drives in cement production lines, prolonging the service life of chains and reducing equipment failures. This article provides a comprehensive review of the selection principles and key points of use of chains for cement production, aiming to help cement enterprises select and use chains more reasonably.
0 Introduction
The cement industry plays a significant role in the development of the national economy. Chains are indispensable and important mechanical basic components in cement production lines. Chains for the cement industry refer to the general term for all chains used for transmission, conveyance and lifting in cement production applications. As a special industry, the cement industry has many types of chain applications. According to different manufacturing methods, they can be divided into round-link chains, cast chains (chains for wet-process kilns), forged chains (for clinker conveyance), and bushing roller chains formed by stamping chain plates, etc. [1]. Among them, the bushing roller chain is the type of chain that is most widely used and has the broadest application range in the cement industry. It is widely used in equipment such as bucket (vertical) elevators, apron conveyors, chain bucket conveyors and buried scraper conveyors. Taking the bushing roller chain as an example, this article will elaborate on the selection principles and key points of use of chains for the cement industry.
1 Selection Principles of Chains for the Cement Industry
1.1 Selection Principles of Transmission Chains
The transmission bushing roller chains commonly used in the cement industry mainly include short - pitch precision bushing roller chains (GB/T 1243 - 2006), double - pitch precision roller chains (GB/T 5269 - 2008) and cranked - link roller chains for heavy - duty transmission (GB/T 5858 - 1997). Among them, the short - pitch precision bushing roller chain is the most widely used with the broadest application range.
For the short - pitch precision bushing roller chain for transmission, it can be selected according to the standard requirements of GB/T 18150 - 2006 "Guidelines for the Selection of Roller Chain Drives". It should be noted that the rated power curve of the bushing roller chain specified in this standard is developed under specific conditions. The expected service life of the roller chain drive selected according to the specified conditions is 15,000 h. The allowable transmission power it provides is based on fatigue failure, taking other forms of failure into comprehensive consideration and obtained through a large number of tests [2]. When selecting, under the condition that the load - bearing capacity is sufficient, a single - row chain with a small pitch should be selected as much as possible to reduce the polygon effect of the chain drive. The larger the pitch of the chain, the higher the load - bearing capacity, but the vibration and noise are often more serious and the structural size of the chain drive also increases. When the transmission space is limited and a more compact size is required, a multi - row chain can be selected. Generally, a small - pitch multi - row chain is selected when the transmission ratio is large, the center distance is small, the angle of contact of the small sprocket is small and the load is relatively large; a large - pitch single - row chain is selected under the working conditions of a small transmission ratio and a large center distance and a not - too - high transmission speed [3].
The double - pitch precision roller chain is derived from the short - pitch precision roller chain for transmission, and its transmitted power and speed are relatively lower. The double - pitch precision roller chain can be selected when the transmission center distance is relatively long.
The cranked - link chain is suitable for open - type power transmission occasions under heavy - duty working conditions such as low - speed, heavy - load, dusty environment and the two sprockets are not easy to be coplanar. The bending of the chain plate makes the chain more suitable for intermittent transmission working conditions with large impact loads and frequent starts. For low - speed and heavy - load chain drives (v ≤ 0.6 m/s), the main failure mode of the chain is overload breakage. Therefore, the specific model of the cranked - link chain can be determined by calculating and checking the safety factor n of its static strength according to the static strength calculation. n should meet the requirements of Equation (1).
n = Fu/(f1×F)≥[n](1)
Where:
Fu - Minimum tensile strength of the chain, kN;
f1 - Application working condition coefficient, which can be referred to and looked up in Table 2 data in GB/T 18150 - 2006;
F - Effective pulling force borne by the chain, that is, effective circumferential force, kN;
[n] - Allowable safety factor, generally taken as 4 - 8 [4]. For transmissions with a lower speed, a smaller inertia of the driven system, less important transmissions or when the determination of the effective circumferential force is more accurate, a smaller allowable safety factor can be taken; for transmissions with larger vibrations and larger alternating load changes, a larger allowable safety factor should be taken.
1.2 Principles for Selecting Conveying Chains
1.2.1 Types of Conveying Chains
Some of the conveying chains used in the cement industry are produced with reference to standard conveying chains. The main ones include M-series long-pitch conveying chains and MC hollow pin chains (GB/T 8350—2008), steel bushing chains (JB/T 5398—2005), steel roller chains for conveying (JB/T 10703—2007), buried scraper conveying chains (JB/T 9154—2008), etc. Some chains for certain equipment are also selected according to foreign standards such as FV-type solid pin conveying chains and FVC-type hollow pin chains (DIN 8165:1992). Among them, the M-series long-pitch conveying chain is the most commonly used standard conveying chain in the cement industry. For example, the traction chains of the SDBF-type chain bucket conveyor series are matched with chain pitch series such as M160, M224, M315, and M450 in GB/T 8350—2008; in the standard of apron conveyors (JB/T 7013—2008) for conveying materials similar to cement with an inclination angle not greater than 45°, it is clearly stipulated that the selected conveying chains should conform to the following models of the GB 8350 standard: M224-S-200, M224-S-250, M315-S-200, M315-S-250, M315-S-315, M450-S-200, M450-S-250, M450-S-315, M630-S-250, M630-S-315, M900-S-250, M900-S-315 [5]. Some conveying chains are evolved from short-pitch precision bushing roller chains (GB/T 1243—2006) or double-pitch precision roller chains (GB/T 5269—2008) by means of increasing the height or bending the chain plates, extending the pins, and installing side rollers on both sides to become conveying chains. The short-pitch precision bushing roller conveying chains are suitable for occasions where high chain strength, compact structure, precise dimensions, and smooth operation are required.
Of course, at present, many bushing roller chains used in the domestic cement industry do not conform to the current standards, but their usage is quite large. This article has collected and sorted out the basic parameters and dimensions of some NE-type bucket elevator chains, FU-type buried scraper conveyor chains, and DS-type chain bucket conveyor chains that do not conform to the standards but are widely used in many domestic cement production enterprises and have basically formed a series, for reference by industry technicians during design and selection.
The structure of the NE-type bucket elevator chain is shown in Figure 1, and the basic parameters and dimensions are shown in Table 1.
| Type | Pitch (nom) P/mm | Outer diameter of the roller (max) d1/mm | Inner width of inner link (min) b1/mm | Diameter of the pin (max) d2/mm | Length of the pin shaft (max) L/mm | Thickness of the chain plate (max) T/mm | Height of the chain plate (max) h2/mm | Width of the attachment plate (max) W/mm | Tensile load (min) Fa/kN |
| NE15 | 101.6 | 26.5 | 27 | 11.5 | 70 | 6 | 35 | 35 | 100 |
| NE30 | 152.4 | 36 | 36.5 | 15.5 | 90 | 8 | 50 | 50 | 230 |
| NE50 | 152.4 | 36 | 36.5 | 15.5 | 90 | 8 | 50 | 110 | 240 |
| NE100 | 200 | 44.5 | 51.8 | 19.1 | 120 | 10 | 60 | 125 | 370 |
| NE150 | 200 | 48.5 | 57.5 | 22.23 | 126 | 10 | 75 | 125 | 550 |
| NE200 | 250 | 63.5 | 67.4 | 31.75 | 143 | 12 | 90 | 150 | 750 |
| NE300 | 250 | 63.5 | 67.4 | 31.75 | 146 | 12 | 90 | 150 | 750 |
| NE400 | 300 | 70 | 75 | 35 | 170 | 16 | 100 | 180 | 1000 |
| NE500 | 300 | 75 | 82.5 | 38.5 | 177 | 16 | 115 | 180 | 1250 |
Table 1 Basic Parameters of Chains for NE-type Bucket Elevators
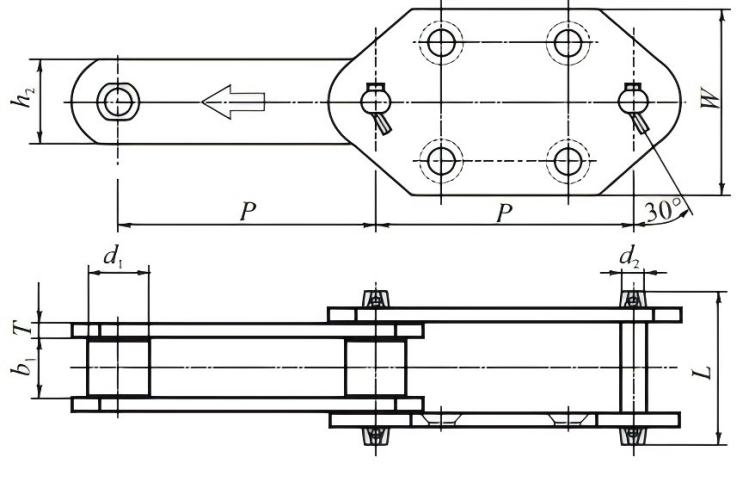
Figure 1 Structure of Chains for NE-type Bucket Elevators
The structure of the chains used for FU-type buried scraper conveyors is shown in Figure 2, and the basic parameters and dimensions are presented in Table 2.
The structure of the chains used for DS-type chain bucket conveyors is illustrated in Figure 3, and the basic parameters and dimensions are listed in Table 3.
1.2.2 General Steps for Selecting Conveying Chains
(1) Select the type and structural form of the chain according to the requirements of the conveyor. For example, decide whether to choose a bushing chain or a roller chain and the structural form of the rollers, etc.
(2) Calculate the required chain strength based on the power of the conveyor, so as to select the minimum tensile strength of the chain.
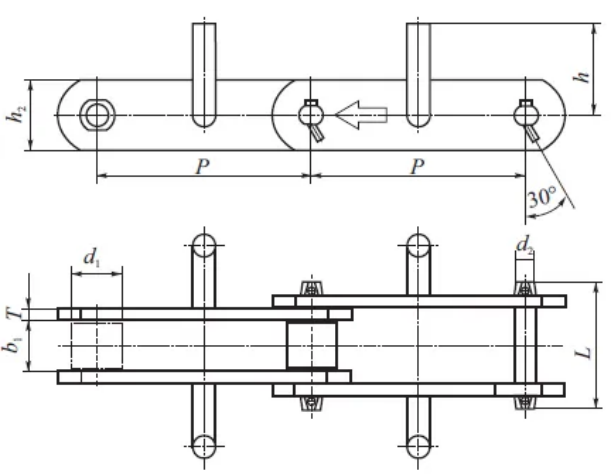
Figure 2 Structure of Chains for FU-type Buried Scraper Conveyors
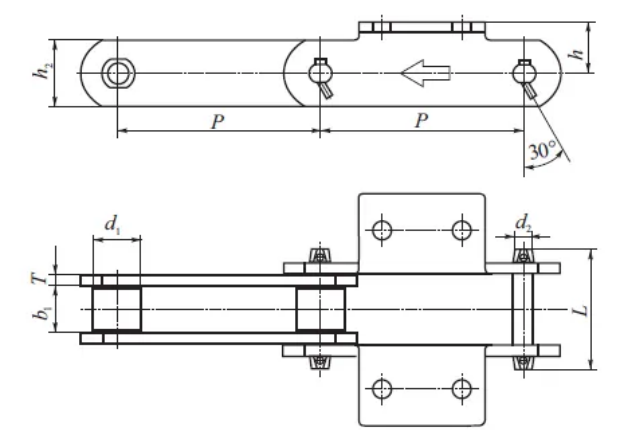
Figure 3 Structure of Chains for DS-type Chain Bucket Conveyors
(3)Select the pitch value of the chain according to the conveying conditions. The chain pitch should meet the requirements of the attachment spacing, and the economy of the selection should also be taken into consideration.
(4) Select appropriate chain attachments according to the functional requirements of the conveyance.
1.2.3 Selection Principles for the Structural Forms of Conveying Chains
(1) When selecting the structure of the conveying chain, the principle of the shortest force flow path should be considered. The design of each part through which the force flow path passes should consider the principle of equal strength. According to this principle and the actual operating conditions, the type of roller can be determined. There are mainly three structures of rollers: - Large rollers - The outer diameter of the roller is greater than the height of the chain plate. When in use, the roller rolls along the guide rail, which is suitable for long-distance conveyance of large-sized and heavy materials. - Small rollers - The outer diameter of the roller is less than the height of the chain plate. The manufacturing cost of the chain is low, and it is suitable for short-distance conveyance of lighter materials and vertical conveyance. - Flanged rollers - The outer diameter of the roller is greater than the height of the chain plate, and there is a flange on one side. It is suitable for occasions where the conveyance distance is long and the control of lateral movement is required.
(2) For chains that work in a freely suspended state in the elevator and are exposed to the conveyed materials during feeding, steel bushing chains should be preferentially selected.
(3) For heavy-duty elevators with chains suspended on the track, M-series long-pitch conveying chains should be preferentially selected.
(4) Whether to select a single-hung structure or a double-hung combined structure for the chains of the bucket elevator mainly depends on the length of the bucket and the strength of the chain. When using a single-hung chain as the traction component and its length is relatively long, there is a risk of the chain twisting. Generally, the single-hung structure is only selected for light-duty elevators with a relatively low height.
1.2.4 Selection Principles for Conveying Chain Attachments Conveying chains achieve various conveying functions by means of the chains themselves and their attachments. The attachments of the chains should be selected according to the requirements of realizing conveying functions such as pushing, scraping, supporting, and lifting. Generally, corresponding standard attachments are provided in standard conveying chains. Designers should try to preferentially select the required standard attachments. When the standard attachments cannot meet the requirements, only then should special attachments be considered for design.
1.2-5 Selection of Specific Product Models and Specifications Some standards and product samples of chain manufacturers provide the allowable working load. At this time, the specific specifications of the used chain can be determined by comparing the maximum calculated working load Fc of the chain with the allowable working load provided in the standards and samples. When only the minimum tensile strength of the chain is provided in the standard and the allowable working load is not provided, generally, the safety factor n of its static strength can be checked to determine the specifications of the conveying chain. n should meet the requirements of Equation (2).
n = Fu/Fc ≥ [n] (2)
Where:
Fu - Minimum tensile strength of the chain, kN;
Fc - Maximum calculated working load of the chain, kN;
[n] - Allowable safety factor, generally taken as 6 - 10. For cases where the speed is low, the inertia of the driven system is small, and the determination of the calculated working load of the chain is relatively accurate, a smaller allowable safety factor can be taken; for cases where the vibration is large, the alternating load changes are large (for example, vertical lifting chains), in high and low temperature environments, and in corrosive environments, a larger allowable safety factor should be taken.
In addition, the specifications of the selected chain can also be determined by calculating the hinge specific pressure Pr. The hinge specific pressure Pr should meet the requirements of Equation (3).
Pr = Fc/A ≤ [Pr] (3)
Where:
Pr - Hinge specific pressure, MPa;
Fc - Maximum calculated working load of the chain, kN; A - Hinge bearing area, mm2;
[Pr] - Allowable hinge specific pressure, MPa. The hinge bearing area A in Equation (3) is the projected area of the pin on the length of the sleeve, and its calculation is shown in Equation (4).
A = d2 × b2 (4)
Where: d2 - Pin diameter, mm;
b2 - Outer width of the inner link (equivalent to the length of the sleeve), mm.
For conveying chains used under harsh conditions such as high temperature, heavy pollution, impact, and poor lubrication, [Pr] is generally taken as 20 MPa. For conveying chains used under conditions of good conveying operation and lubrication, [Pr] is usually taken as 40 MPa.
2 Key Points for the Use of Chains in the Cement Industry
2.1 Preparations Before Chain Installation
2.1.1 Inspection of Chains Before installation, it should be checked whether the chain models and quantities are correct, whether the appearance is intact, whether there are any missing parts, and whether the attachments are correct, etc. For the conveying chains with a double-hung combined structure, chains of the same batch produced by the same manufacturer should be selected. In principle, it is not allowed to mix chains from different manufacturers. The double-hung combined use of chains usually has requirements for synchronization accuracy, and the accuracy requirement is much higher than the chain length accuracy requirement of the actual chain manufacturing. For example, the long-pitch metric conveying chains produced according to GB/T 8350—2008 are required to control the chain length accuracy within 0 to +0.25% of the nominal length, and the steel bushing chains produced according to JB/T 5398—2005 are required to control the chain length accuracy within 0 to +0.32% of the nominal length. However, the synchronization accuracy requirement of the paired chains is generally not more than 0.07% of the nominal length. Therefore, even chains of different batches produced by the same manufacturer should be selected and installed properly. Otherwise, although the chains all meet the chain length accuracy requirements, there is a risk that the chain lengths on both sides may be inconsistent during installation.
2.1.2 Inspection of the Coplanarity of Sprockets Before installation, it should be checked whether each pair of transmission sprockets remains coplanar. If the sprockets are not coplanar, it will cause consequences such as the chains being unable to disengage from the sprockets, the occurrence of chain kinks easily, severe side wear between the chain plates and the sprockets, and loud transmission noise.
2.2 Key Points for Chain Installation
2.2.1 Pay Attention to the Installation Direction of the Chains and the Locking Components
For chains with attachments, attention should be paid to the position and direction of the attachments during installation to avoid re-installation. Generally, when installing cranked-link roller chains for heavy-duty transmission, it should be noted that the running direction of the chain is with the narrow end of the chain link in the front and the wide end at the back. Circlips, cotter pins, T-pins and other locking components are parts that prevent the outer chain plates from moving axially on the pin shaft and then falling off outward. When the chain is running, the locking components may collide with other parts on the equipment and fall off. Therefore, the installation direction and bending angle of the locking components are of crucial importance. Usually, during installation, the opening direction of the circlip, the bending direction of the T-pin, and the open end of the cotter pin should be opposite to the running direction of the chain. Additionally, it should be noted that the bending angle of the T-pin is generally not less than 30° (see Figures 1 - 3). 2.2.2 Precautions When Connecting Chains For small-pitch chains, the two connecting ends can be placed in two adjacent tooth spaces of the sprocket, and the connecting chain links can be inserted into the sleeves by using the sprocket tooth spaces for positioning. For large-pitch chains or heavy chains, the sprocket must be braked during installation to prevent the sprocket from rotating when the two ends of the chain are being connected. And a tensioning tool should be used to tighten the two ends of the chain to one pitch so that the two pin shafts will not open and deform when inserting the connecting chain links. For long-span or long-pitch chains, the chain must be supported when connecting. For chains used for inclined conveying and vertical lifting, measures should be taken to prevent the chain from slipping during installation to avoid causing personal and property damage. 2.2.3 Keeping Appropriate Sag of the Loose Side of the Chain During installation, the loose side of the chain should maintain an appropriate sag. Excessive sag will worsen the meshing between the chain and the sprocket, cause the chain side to vibrate and jump, and easily lead to climbing and tooth skipping. Insufficient sag will cause the tension of the tight side to be too large, resulting in accelerated wear of the chain hinges and increased loads on the shafts and bearings [6]. For horizontal and inclined transmissions with adjustable center distances, the chain sag should be maintained at 1% - 2% of the center distance. For vertical transmissions or when subjected to vibration loads, reverse transmissions, and dynamic braking, the chain sag should be made even smaller. 2.2.4 Keeping the Chain Passage Unobstructed During installation, attention should be paid to keeping the chain passage unobstructed to prevent the chain from scraping against other parts or being blocked by foreign objects when running, which would cause a sharp increase in the chain load and damage to the chain. 2.3 Trial Run After Installation Before the trial run, a comprehensive inspection should be carried out on the installed chain drive. Firstly, confirm that the chain attachments, locking components, and fasteners are correctly and firmly connected. The chain is preferably lubricated. Only when everything is ready can the chain drive be started without load. If the chain drive adopts frequency conversion speed regulation, when starting without load, the speed should be first adjusted to a low speed. After the chain has rotated more than one circle, check whether the sprockets and guide rails are correctly installed, whether the chain is completely supported by the guide rails, whether the chain runs smoothly, whether there are any abnormal noises and vibrations, whether the chain scrapes against the passage, and whether the rollers and hinges rotate smoothly, etc. Only after confirming that the running condition is good can the speed be gradually increased. If possible, the no-load start and stop tests and the no-load continuous running inspection should be repeated. 2.4 Precautions for Maintenance Practice has shown that the better the maintenance work is done, the fewer the faults of the chain drive will be, which can save costs, extend the service life, and give full play to the working capacity of the chain drive. The following points should be noted in daily maintenance: (1) Check whether the chains and sprockets are in a good working state and whether the chain passage is unobstructed. (2) Frequently check and adjust the sag of the loose side of the chain to ensure that the loose side of the chain maintains an appropriate sag. Due to part deformation and other reasons, the chain will have a certain elongation during the initial use, and the initial elongation will be greater than the normal wear. Therefore, during the first week of initial use, the inspection or adjustment should be carried out once a day; during the 2nd to 4th weeks of normal wear, the inspection or adjustment should be carried out twice a week; after 4 weeks of use, the inspection or adjustment should be carried out twice a month. Frequently checking and adjusting the sag of the loose side of the chain is an important item in the maintenance work of the chain drive.
(4)Check whether the chains are well lubricated. The quality of chain lubrication is directly related to the wear and service life of the chains. Regardless of the lubrication method adopted, the most important thing is to ensure that the lubricating grease can be distributed to the gaps of the chain hinges in a timely and uniform manner. In a dusty environment, consideration should be given to preventing dust from entering the hinges while lubricating. The use of dry film lubricants is recommended. If not necessary, try not to use heavy oils or greases with high viscosity, as they are likely to clog the passages leading to the friction surfaces of the hinges together with dust after being used for a period of time. The roller chains should be regularly cleaned and decontaminated, and the lubrication effect should be frequently checked. If necessary, the pins and sleeves should be disassembled for inspection. If the friction surfaces are brown or dark brown, it generally indicates insufficient oil supply and poor lubrication. (4) Regularly check the wear and elongation of the chains, and adjust the chain tensioning device in a timely manner to keep the chains at an appropriate tension. Excessive elongation and sag of the chains due to wear can easily cause tooth skipping or vibration of the chains. Generally, when the average elongation of the chain pitch exceeds 3% of the nominal chain pitch, the chains are likely to experience tooth climbing when meshing with the sprockets and cannot mesh normally, and the chains need to be replaced. (5) Regularly check the wear of the chain parts. The service life of the chains depends not only on the elongation of the chain pitch but also on the wear of each part. When the wear is found to exceed the wear limit of the parts, the chains should be replaced in a timely manner. Generally, when the rollers of large rollers or flanged rollers conveying chains are worn to the extent that the chain plates come into contact with the guide rails, the chains should be replaced; when the small rollers or sleeves of the conveying chains are worn through or cracked, the chains should be replaced; when the wear amount of the chain plate thickness exceeds one-third of the original thickness or the wear amount of the side of the chain plate reaches one-eighth of the total height of the chain plate, the chains should be replaced. (6) Frequently check the working surfaces of the sprocket teeth. If it is found that the wear is too rapid, the sprocket should be adjusted or replaced in a timely manner to avoid affecting the normal meshing transmission. Under normal circumstances, the wear of the sprocket is mainly the wear of the working surfaces of the teeth. The main reason for the wear of the end faces of the sprocket teeth is the misalignment during sprocket installation, which belongs to abnormal wear. Generally, when the wear amount of the tooth side of the working surface of the sprocket of the conveying chain reaches 3 - 6 mm or the wear amount of the end face reaches 20% of the tooth width, the sprocket should be promptly repaired (welded) or replaced.
3 Conclusion
Due to the large quantity, diverse varieties and wide application range of bushing roller chains used in the cement industry, it is of great practical significance to select chains scientifically and reasonably, install, commission, maintain and service them correctly, and manage the whole life cycle of chains well, so as to give full play to the working capacity of chain drives, save costs, extend the service life of chains and reduce equipment failures.

